Analysis Examples
Analysis to prevent hesitation
Analysis Outline
Purpose and description
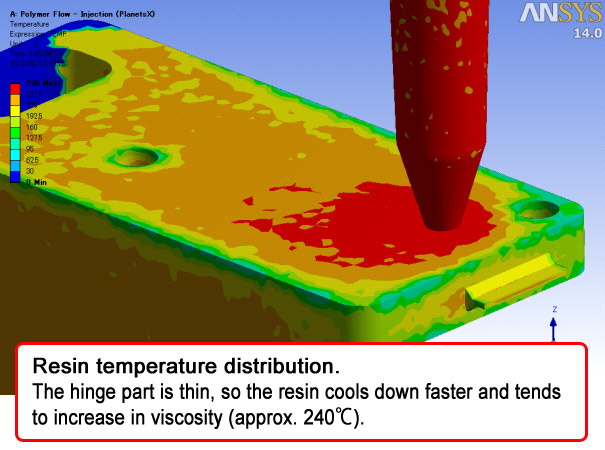
In producing injection-molded pieces with thin-walls, ensuring smooth and consistent resin flow through the thin-walls is a key to product quality. However, thin-walls inherently have high flow resistance. In addition, the temperature of melted resins cool more rapidly and thus the viscosity tends to increase in thin-walls. This may lead to molding defects called "short shots". Altering the gate location may be effective in preventing these defects. This section introduces a case study of analysis to improve flow at thin-walls using PlanetsX for optimization of the gate location. It shows how melt fronts and pressure distribution change by altering the gate location, and how this leads to improvement in resin flow.
What is a hesitation phenomenon?
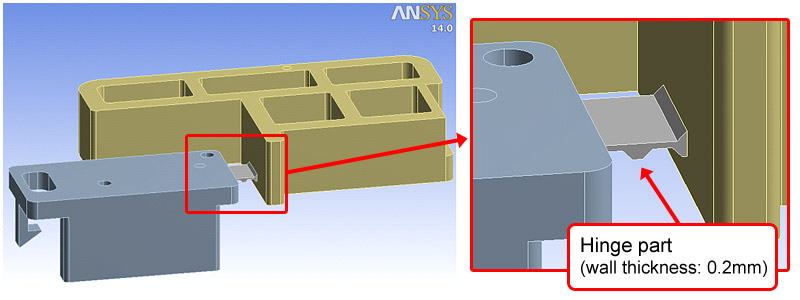
Cause
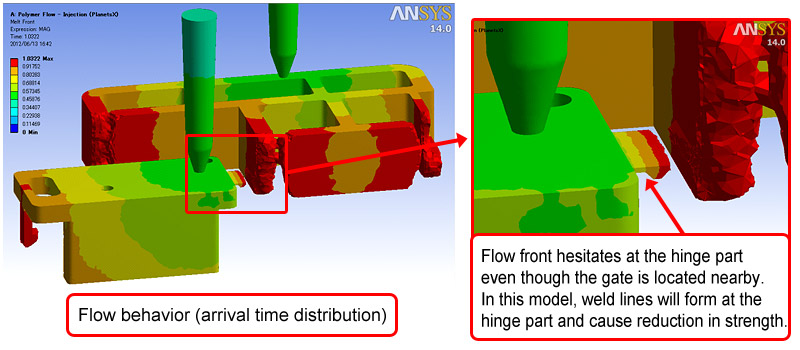
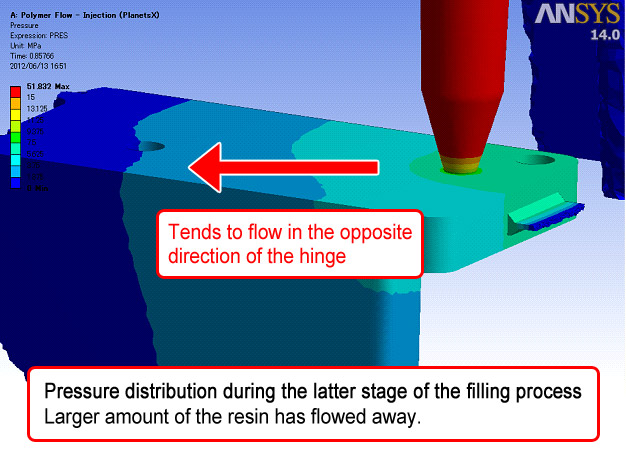
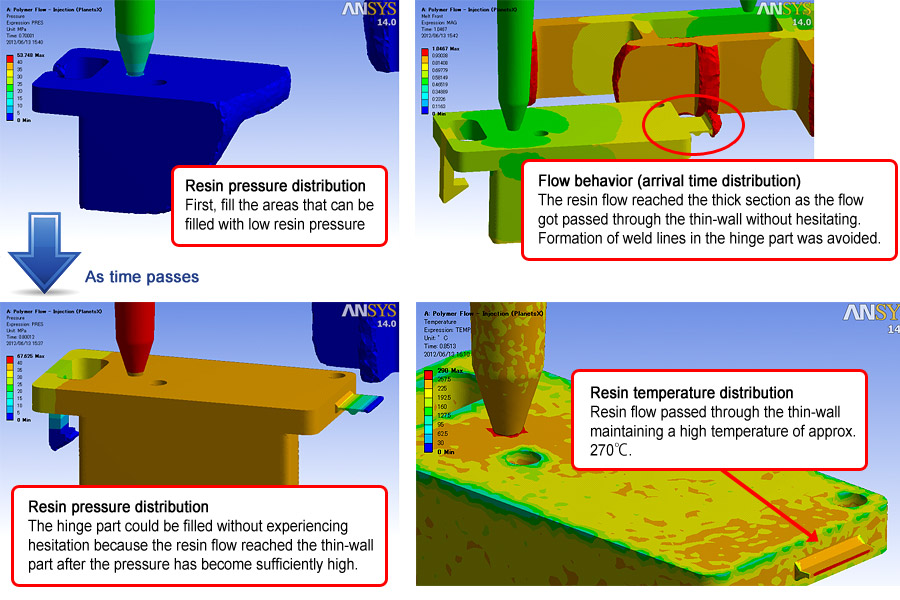
Relatively high filling pressure is required to fill thin-walls. So the resin will flow away to other unfilled areas if there are areas where the resin can flow into with lower pressures, which in turn will result in flow hesitation at the thin section.
Features of hesitation analysis with PlanetsX
- Feature 1
Analyze injection mold flow during the filling stage with the gate set at any desired location. - Feature 2
Visualize changes in resin flow patterns by altering the gate location. - Feature 3
Visualize flow patterns in terms of pressure, temperature and viscosity distributions to indicate guidelines for the product design.
Countermeasure
Locate the gate away from the hinge so that the resin flow reaches the hinge part after the inner pressure has become sufficiently high.
Associated Case Analysis
関連情報
関連する解析事例
MORE
関連する資料ダウンロード
MORE-
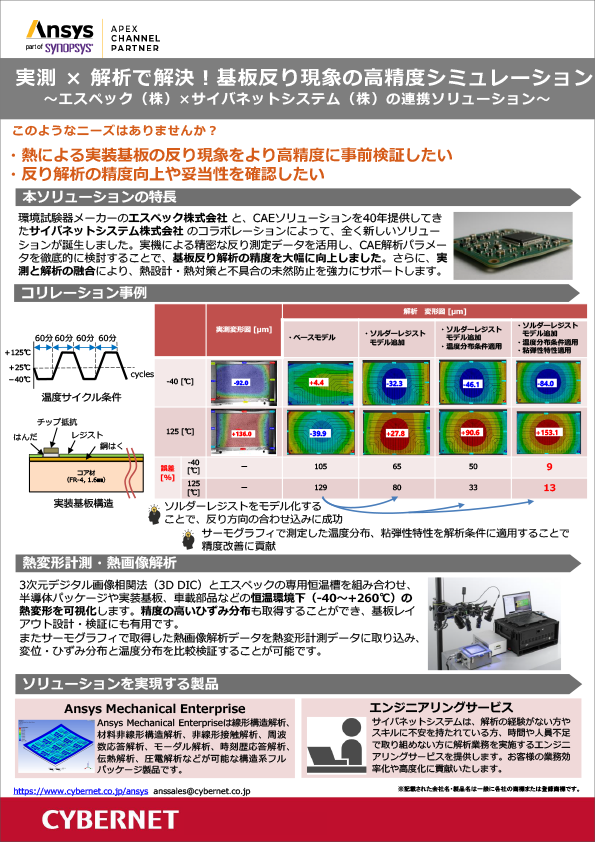
実測 × 解析で基板の熱変形問題を解決!基板反り現象の高精度シミュレーション
~エスペック(株)×サイバネットシステム(株)の連携ソリューション~
-

【全記事】CAEのあるものづくり vol.42
ユーザー様インタビュー記事7件を1冊に集約した保存版
-
誤差との上手なつきあい方 ~流体解析の計算誤差~ (完全保存版)
誤差との上手なつきあい方 前編・後編 を1冊にまとめた保存版 PDF
-
非線形解析の最大強度評価はAnsys LS-DYNAで解決!
~Ansys LS-DYNAで解決!最大荷重評価のボトルネック~
-

事例でご紹介!流体解析分野のエンジニアリングサービス ~解析業務の委託・立ち上げ支援・カスタマイズによる効率化など~
-
はんだ濡れ上がり形状予測解析で電子機器の信頼性向上
~Ansys LS-DYNAで電子機器の信頼性向上に貢献~
-
Ansys ユーザーのための PyAnsys 完全ガイド
Pythonで加速するCAEワークフロー
-
共振回避だけで終わらせない振動解析の進め方を解説(周波数応答・時刻歴まで)
~Ansys Mechanicalで実現する高度な製品開発~