みんなの公差
第24回 工程能力指数と公差の累積との関係
工程能力指数を考慮した現実的な公差解析と統計的図面指示の考え方
これまでの回では、公差解析を理解するための基礎として、統計の考え方やがたの概念などについて説明してきました。これらは、公差解析を理解する上で重要な前提となる内容です。
今回はもう少し踏み込んだ内容として、工程能力指数(Cp)と累積公差の関係について説明します。
公差解析の基本:ワーストケースと二乗和平方根(RSS)
公差解析の基本的な方法として、まず挙げられるのがワーストケースと二乗和平方根(RSS)です。
ワーストケースの場合は、各部品の公差をすべて足し合わせれば累積公差を求めることができます。
二乗和平方根の考え方
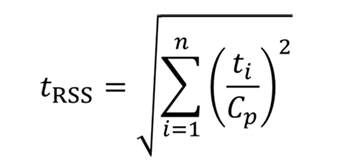
一方、二乗和平方根は、その名前の通り、各部品の公差を二乗して和を取り、その平方根を求めることで算出する方法です。
計算式としては比較的シンプルであり、公差解析ではよく用いられる方法です。
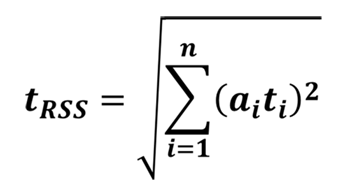
ai… 感度または係数
ti… i 番目の部品の公差半値
n… 累積要素数
例:10±0.3 の板を4枚積み上げる

二乗和平方根を用いる条件
二乗和平方根を用いる場合には、いくつかの前提条件があります。代表的なものは次の通りです。
- 各部品の寸法が正規分布に従う
- かたより度 k = 0
- 各部品は無作為抽出で組み立てられる
- 各部品の寸法・がたなどは独立
- 解析寸法が各寸法の和または差
これらの条件が満たされている場合、二乗和平方根による累積公差の計算が合理的な結果を与えます。
二乗和平方根と工程能力指数(Cp)の関係
二乗和平方根には Cp=1 という前提がある
図は、板厚が 10 ±0.3 mm の部品を2枚積み上げたときの寸法分布のイメージを示しています。
左側の2つのヒストグラムは、それぞれ1枚の板の厚さの分布を表しています。
どちらの板も同じ公差 10 ±0.3 mm の指示で、寸法は中心値10 mm付近を中心とした正規分布になっていると考えます。
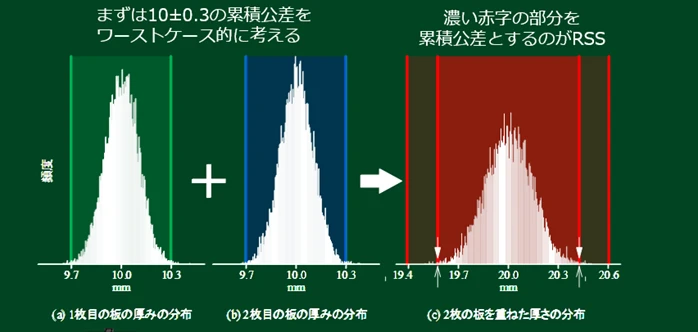
これら2つの板を組み合わせると、右側の図のように積み重ねた厚さの分布が得られます。
例えば、少し厚い板と少し薄い板が組み合わされる場合もあれば、両方とも中心値付近の板が組み合わされる場合もあります。
このようにすべての組み合わせを考えると、組立寸法の分布は元の1枚の板の分布よりも少し広がった形になります。
ワーストケースで考えると、累積公差は単純に足し算になり 20 ±0.6 mm となります。
しかし実際の分布を見ると、すべての部品が同時に累積公差の端に来る可能性は低く、組立寸法の多くは中央付近に集中します。
そのため、図の右側で示したように、分布の大部分が収まる範囲を累積公差として扱う方法が二乗和平方根です。
ただし、このRSSによる考え方には前提条件があります。
図の例では、
- 各部品の寸法が正規分布に従う
- 分布の偏り(k)がゼロ
- 工程能力指数 Cp = 1 という条件が暗黙に含まれています。
Cp = 1 とは、ばらつきの範囲である ±3σ がちょうど公差範囲に一致している状態を意味します。
このとき、正規分布では約 99.7% のデータが公差範囲内に収まります。
つまり、RSSで累積公差を評価する際には、Cp = 1、k = 0 の状態が前提になっていることを理解しておく必要があります。
工程能力指数 Cp の定義
ここで、工程能力指数 Cp の式を改めて確認しておきます。
工程能力指数は次の式で定義されます。
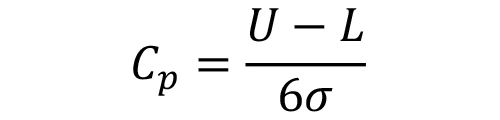
ここで
U は上限規格値(Upper specification limit)、
L は下限規格値(Lower specification limit)です。
したがって U − L は規格幅、つまり公差の大きさを表しています。例えば寸法が 10 ±0.3 mm の場合、上限は10.3 mm、下限は9.7 mmですので、
となります。
一方、分母の 6σ は工程のばらつきを表しています。正規分布では、平均値から ±3σ の範囲に約99.7%のデータが含まれます。したがって 6σ は、ばらつきの全体幅を意味しています。
この式は、公差幅が工程のばらつきに対してどの程度の余裕を持っているかを示す指標と言えます。
公差半値 t と標準偏差 σ の関係
ここで、公差半値を t とすると、公差幅は 2t になります。したがって Cp の式は次のようにも書くことができます。
この式を整理すると、
という関係が得られます。
この式は、後ほど二乗和平方根(RSS)の式に工程能力指数を組み込むときに重要になります。
二乗和平方根の根拠:分散の加法性
独立した確率変数の分散は加算できるという性質があります。これを分散の加法性といいます。
式で表すと下記のとおりです。

ただし分散は、寸法で言えば「板厚の二乗」のような単位を持つ量になります。
そのままでは寸法として扱いにくいため、通常は分散の平方根を取って標準偏差として表します。
すると、次の式になります。

ここでは2つの寸法を例に示しましたが、公差解析ではもっと多くの部品が組み合わさる場合が一般的です。その場合も同様に考えることができ、組立寸法の標準偏差は、各部品の標準偏差の二乗を足し合わせ、その平方根を取ることで求めることができます。
さらに、この標準偏差に3を掛けると、正規分布における±3σの範囲、すなわち約99.7%のデータが含まれる範囲になります。
この範囲を組立寸法のばらつきとして評価したものが、二乗和平方根による累積公差の大きさになります。
解析寸法の標準偏差
先ほど、標準偏差 σ と工程能力指数 Cp の関係として、次の式が得られることを確認しました。
ここで t は公差半値を表しています。
この関係式を、先ほど説明した二乗和平方根(RSS)の式に代入すると、図の下に示した式のようになります。
つまり、各部品の標準偏差の代わりに t/3C_pを用いることで、累積公差の式の中に Cp が現れる形になります。
この式を見ると、RSSによる累積公差の計算では、Cp が分母に現れることが分かります。
これまでRSSを説明するときにはあまり意識していませんでしたが、実はこの式の中には Cp = 1 という前提が含まれていると考えることができます。
Cp が 1 であれば分母の Cp は消えるため、通常の RSS の式と同じ形になります。
一方、Cp が1より小さい場合には工程のばらつきが大きいことを意味します。その結果、累積公差の値は大きくなります。
逆に、Cp が1より大きく、例えば Cp = 1.33 のように工程能力が高い場合には、ばらつきが小さくなるため、累積公差は小さく評価されることになります。
工程能力指数 Cp の違いによる累積公差の変化
ここで、工程能力指数 Cp の違いによって分布がどのように変わるかを見てみます。
Cp=1の場合の分布
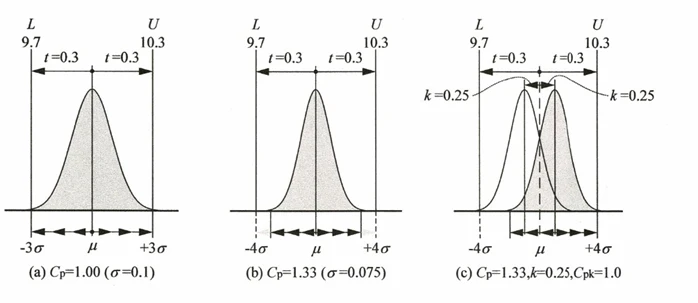
まず (a) Cp = 1 の状態です。図の左側に示すように、この場合はばらつきの範囲である ±3σ がちょうど公差範囲に一致しています。つまり、公差範囲の中に分布がちょうど収まっている状態です。正規分布の場合、この ±3σ の範囲には約 99.7% のデータが含まれますので、公差範囲から外れるのは両側を合わせても 約0.3% 程度になります。
Cp=1.33の場合の分布
次に(b) Cp = 1.33 の場合を見てみます。中央の図がその状態です。Cp が1より大きいということは、工程のばらつきが公差に対して小さいことを意味します。そのため分布は公差範囲の内側に余裕を持って収まり、端の部分にはほとんどデータが現れません。
標準偏差で見てみると、Cp = 1 の場合は ±3σ がちょうど公差の上下限に一致していましたが、Cp = 1.33 の場合には ±4σ 程度でようやく公差の上限(10.3 mm)に届くような関係になります。つまり、ばらつきが小さくなっていることが分かります。
かたよりと Cpk の影響
ここまで見てきたように、Cp = 1.33 の場合には、工程のばらつきが小さいため、累積公差も小さく評価されます。
しかし、ここでもう一つ考えておく必要があるのが分布のかたよりです。
右側の図は、Cp = 1.33 でかたより度 k=0.25がある場合を示しています。
この図では、同じばらつきを持つ2つの分布が示されていますが、平均値が公差中心から左右にずれていることが分かります。
Cp = 1.33 の場合、ばらつきそのものは小さいため、分布の広がりは中央の図と同様に狭くなっています。
しかし平均値がシフトしているため、分布の裾の部分が公差限界に近づいてしまいます。
その結果、右側の分布では上限側の公差に近い位置までデータが広がっています。
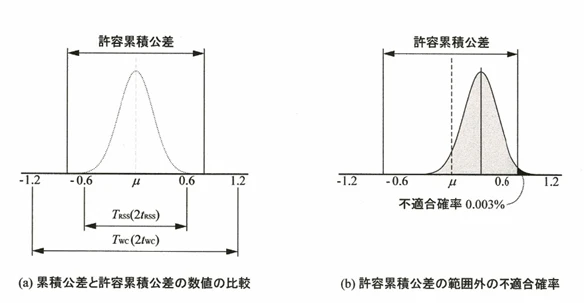
不適合率と統計的公差解析
累積公差だけでは十分ではない理由
公差解析では、累積公差の値だけを求めることも可能です。しかしそれだけでは十分とは言えません。
本来は、解析寸法の分布を求めることで
- 不適合率
- 設計余裕
などを評価することが重要です。
例えば
- 分布が正規分布か
- 平均値がシフトしていないか
- 不良率がどの程度か
などを確認することで、不良率をより正確に判断することができます。
そのため、公差解析では単に累積公差を計算するだけでなく、分布や不適合率まで考慮することが望ましいと言えます。
統計的仕様(ISO 18391 / JIS B 0626)
統計的な公差解析を行う場合、本来はその前提条件 (正規分布や Cp など) を図面に明示する必要があります。
この考え方を規格化したものがISO 18391です。
日本ではJIS B 0626として JIS 化もされています。
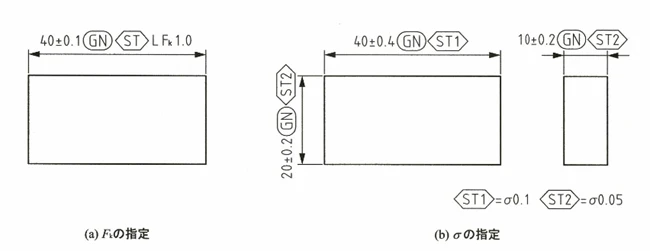
この規格では、図面に統計的な仕様を記載することができます。例えば次のような項目です。
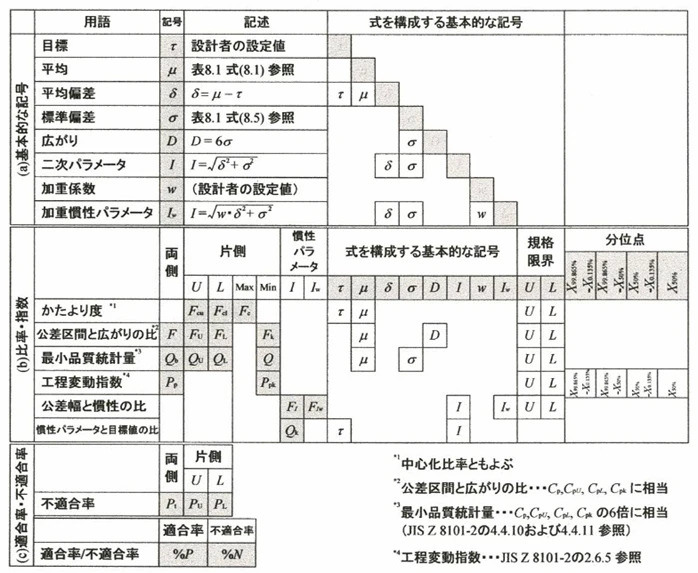
このような指示があることで、統計的な公差解析の前提条件を図面上で明確にすることができます。 詳細は JIS をご参照ください。
幾何公差の累積
平面度が累積公差に与える影響 (b1/b2)
幾何公差の累積を考える際、平面度がどの程度影響するのかを考えてみます。
例えば、平面度 0.01 という指示があった場合を考えてみます。このとき、表面の形状としては大きく分けて「粗い凹凸」と「細かい凹凸」のような2つの状態があったとします。
もし片方の部品が粗い凹凸、もう片方が細かい凹凸であった場合、それらを組み合わせても表面同士がぴったり噛み合うことはほとんどありません。そのため、部品を反転して組み合わせたとしても、全体の厚さはそれほど変わらないことになります。
このような場合には、平面度が 0.01 であっても、解析寸法にはほとんど影響しないことになります。つまり、平面度の影響を累積公差に入れなくてもよい場合があるということです。
平面度が大きく影響する場合 (c1/c2)
一方で、平面度が累積公差に大きく影響するケースも考えられます。
例えば、表面に高い部分と低い部分があり、もう一方の部品にも同様の形状がある場合を考えます。これらの部品を組み合わせると、片方の高い部分ともう一方の低い部分が重なることで、解析寸法が大きく変化することがあります。
この場合、両方の部品の形状が影響するため、解析寸法は公差の約2倍程度変化する可能性があります。つまり、ワーストケースを考えると、非常に大きな累積公差が発生することになります。
実際にはこのような極端なケースはあまり多くありませんが、考え方としてはこうした見積もり方をすることもあり得ます。
平面度による解析寸法の変化の例 (d1/d2)
同じ平面度 0.01 であっても、表面の形状によって解析寸法への影響の仕方は変わることがあります。
例えば図 (d1) のように右側が凹んだ形状の部品と、図(d2)のように右側が凸になった形状の部品を組み合わせる場合を考えてみます。これらを組み合わせると、接触する位置によって解析寸法が小さくなる場合(図d3)と、大きくなる場合(図d4)が生じます。
このとき注目すべき点は、両方の部品の形状が同時に影響するということです。つまり、一方の部品だけが変化するのではなく、両方の面の凹凸が重なって影響するため、解析寸法の変動量は公差の大きさの約2倍程度になる可能性があります。
ワーストケースを考えると、このような組み合わせによって非常に大きな累積公差が発生することになります。実際にこのような考え方で見積もる例も、文献の中では紹介されています。
ただし、このようなケースは実際の設計ではそれほど一般的ではありません。同じ平面度 0.01 であっても、実際の表面形状の状態によって解析寸法への影響は大きく異なります。そのため、公差解析を行う際には、対象となる部品の形状や組立状態を考えながら、平面度を累積公差に含めるかどうかを判断する必要があります。
幾何公差を含む公差累積の例
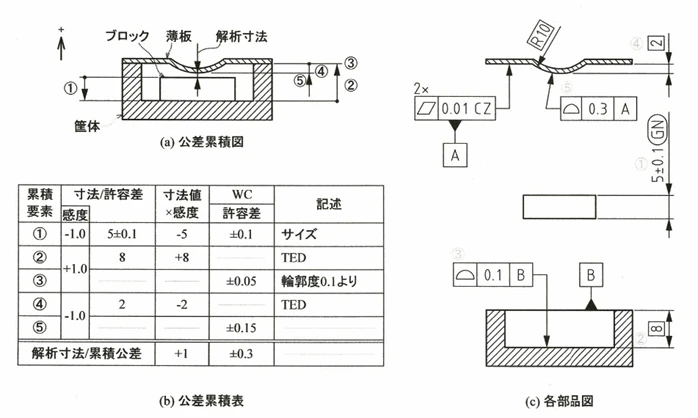
ここでは、幾何公差を含む場合の公差累積の考え方を、図に示す簡単な組立例で説明します。
ケース(筐体)の中にブロックが入り、その上に薄板の蓋が取り付く構造を考えます。そして、組み立てたときの上下方向の隙間(解析寸法)を評価するものとします。
① ブロックの厚さ
①は、ブロックの厚さ寸法です。
図(c)に示すように、この寸法は5 ±0.1と指定されています。
この寸法は解析寸法に対して下向きに作用するため、累積計算では感度が −1 になります。したがって、解析寸法への寄与は −5 となり、公差としては ±0.1 が累積に影響します。
② TED寸法(理論的に正確な寸法)
②は、ケース側の TED(Theoretically Exact Dimension)寸法です。
この寸法は 8 mm で指定されています。TED寸法は理論的に正確な寸法を示すもので、通常の寸法公差とは異なり公差を持ちません。
そのため、解析寸法の中心値には影響しますが、累積公差には影響しません。
③ 輪郭度 0.1
③は、ケース上面に指定された輪郭度 0.1 の幾何公差です。
幾何公差を累積公差として扱う場合には、基本的に公差値を2で割って±公差として扱います。したがって、この輪郭度は±0.05として累積公差に加えます。
この要素は解析寸法に対して上向きに作用するため、感度は +1 になります。
④ TED寸法 2
④は、蓋の位置を決めるための TED寸法 2 mm です。
これも②と同様に理論的に正確な寸法であり、公差は与えられていません。そのため解析寸法の中心値には影響しますが、累積公差には寄与しません。
また、解析寸法に対しては下向き方向のため、感度は −1 になります。
⑤ 輪郭度 0.3
⑤は、薄板部品の形状に指定された 輪郭度 0.3 です。
これも幾何公差なので、累積公差に加える際には半分にして±0.15として扱います。
累積結果
これら①〜⑤の要素を整理したものが図(b)の公差累積表です。
各要素の寸法値と感度を掛け合わせて合計すると、解析寸法の中心値は1 mmになります。
また、ワーストケースで累積公差を計算すると±0.3 mmとなります。
したがって、この例の解析寸法は1 ±0.3 という結果になります。