
資料ダウンロード|分野別ソリューション
深絞り加工後のスプリングバック最適化
動的陽解法解析プログラムであるAnsys/LS-DYNAを用いた金属薄板の深絞り加工解析と、有限要素法解析プログラムであるAnsysを用いたスプリングバック解析をOptimusで自動化・統合化し、最適化計算を行う事例をご紹介します。最適化により、トライ&エラー無しに自動的に最適解が求まるほか、最適化アルゴリズムにより、最適解の理論的な裏付けをとることができます。
金属薄板の深絞り加工解析
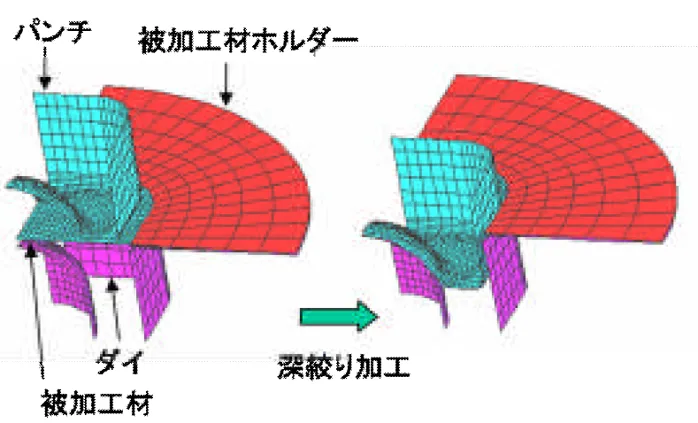
まず、スプリングバック解析の前段階として、 Ansys/LS-DYNAを用いた深絞り解析を実施します。被加工材は弾塑性材、工具類は表面のみをシェル要素で作成した剛体とします。解析モデルは、図に示す様な対称性を考慮した1/4モデルとします。
スプリングバック解析
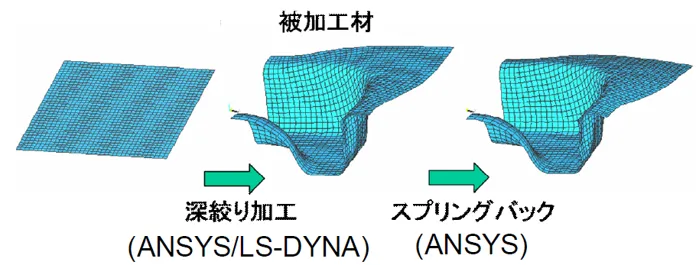
深絞り解析から求められた被加工材の残留応力により、 Ansysを用いたスプリングバック解析を実施します。加工後の被加工材のみを解析対象とし、弾性体とします。また、幾何非線形を適用し、過渡問題ではなく静的問題として扱い、解析を実施します。
最適化
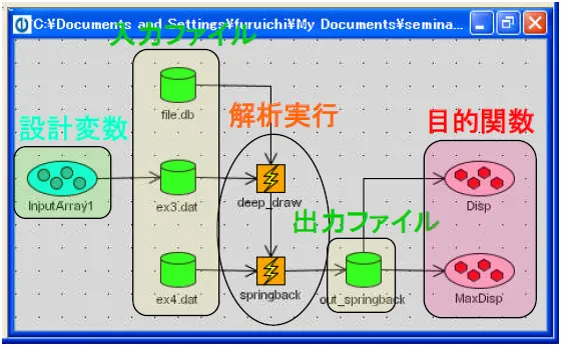
スプリングバック時のはね返り量を最小化するような最適な被加工材(235×235mm)の板厚及び摩擦係数を求めます。被加工材の最大変位(合力)の最小化を目的関数とし、板厚及び摩擦係数を設計変数とします。実験計画法(ラテン超方格法)と応答局面法(最小2乗法)による解空間の分析を行い、最適化手法DE (Differential Evolution, GA)を用いて最適解を算出します。OptimusのGUIにて解析シーケンス(ワークフロー)を設定します。
実験計画法+応答曲面法の結果
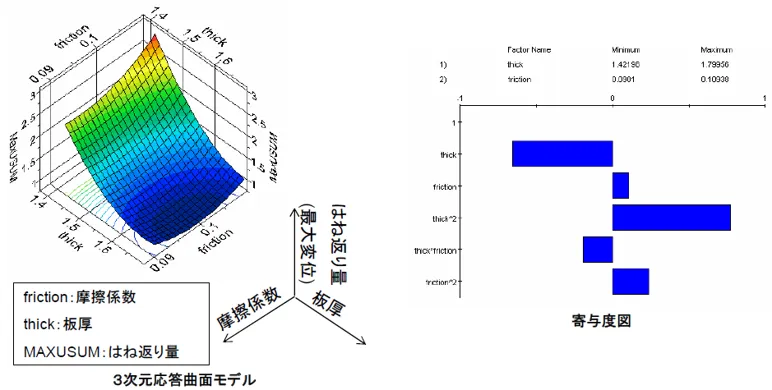
図の左側の3次元応答曲面モデルより、はね返り量の最小値が、板厚=1.7、摩擦係数0.1付近である事が読み取れます。また、図の右側の寄与度図より、摩擦係数に比べ、板厚がはね返り量に寄与している事も読み取れます。
最適化の計算結果

大域的最適化手法であるDEで170回(16世代)計算することにより、初期値では1.38mmであったはね返り量が0.38mm(約72%)へと最小化されました。また、この時の最適な設計変数(板厚、摩擦係数)の組み合わせを算出しました。
*続きはダウンロードしてお読みください。