

コラム用語集
品質工学(タグチメソッド)
日本の製造現場では、
「開発部門の設計に従って製造しても期待した性能を発揮しない。」
「試作品を作って十分な試験を行ったのに、リリース後に不具合が生じる。」
「寿命試験の想定より、はるかに短い期間で不具合が生じる。」など、開発期間の長期化、品質トラブルといった問題がしばしば発生します。これらは、その製品を成り立たせている機能の安定性(ロバスト性)のなさが原因です。
このような問題を事前の評価で防止する手法が品質工学(タグチメソッド)です。
このページでは、品質工学に関連する手法などについて解説します。
品質工学 (タグチメソッド) とは
材料品質のバラツキ・製造プロセス条件のバラツキ・ユーザーの使用環境・劣化や磨耗等の寿命など、“ノイズ”の影響が最小となる、強固な製品開発(設計)を行うための評価手法です。
タグチメソッドは、その製品の機能性(技術の安定性)を評価することで、使用条件(ノイズ)の影響があっても機能する技術(設計)を開発するためのメソッドです。
システムの概要
例題:どちらの会社が技術力が高いか?
砂時計を製作するA社とB社に5分計をそれぞれ100個依頼したところ下記の図の結果と なりました。
| A社-平均値は規格値の5分ではなく4分であるがばらつきが小さい B社-規格値である5分を平均としてばらつきが大きい |
A社の方がばらつきが小さく、安定している=技術力があるという判断を下すことができました。(品質工学ではまずばらつきを小さくし、次に平均値を目標値に近づける2段階設計法を推奨しています)
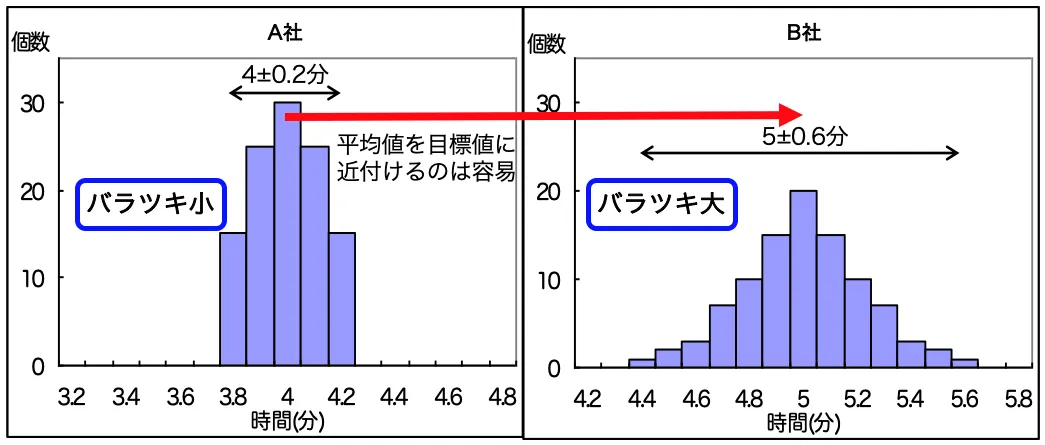
横軸が製品の精度、縦軸が個数
品質工学の手順
ここからは、品質工学における一般的な手順について解説します。品質工学においては、基本機能の定義が重要となります。基本機能とは目的機能を実現するための技術的手段となる働き(物理の法則や化学反応など)を入力と出力で考えます。例えばレーザー加工であれば、入力したレーザーエネルギーに対して、切断した長さが出力となります。ガス給湯器では入力したガスの量に対して水に与えた熱量が出力です。品質特性(見た目の良し悪し、騒音、表面粗さ)では評価しません。
その後下記の手順に則ってノイズに強い設計を行ってからチューニングを行います。
①制御因子、誤差因子、信号因子、評価対象の出力値の選定
②直交表への割り付け→実験ケース(サンプリングケース)の決定
• 内側直交表の1ケースずつに対し誤差水準分(信号因子も)のサンプリングを行う
③SN比、感度の計算
④要因効果図を使ってSN比が高く、感度が目標に合うような最適な制御因子の水準の組み合わせを決定
⑤確認実験により再現性が得られるかどうか確認する
• 実験から推定した結果と確認実験の結果を比較
→結果が一致していれば適切な実験だったという確認ができる。
• 再現性が得られなければ、①へ戻り制御因子、誤差因子、基本機能などの見直しを行う。
品質工学で使用するパラメータ
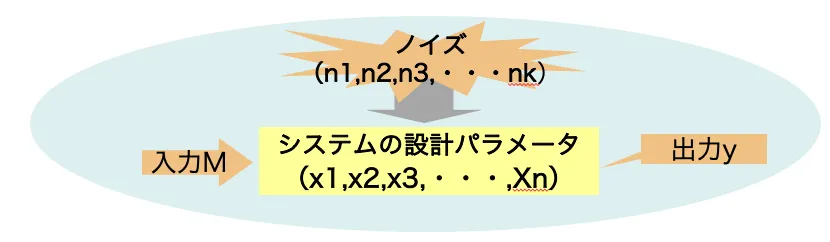
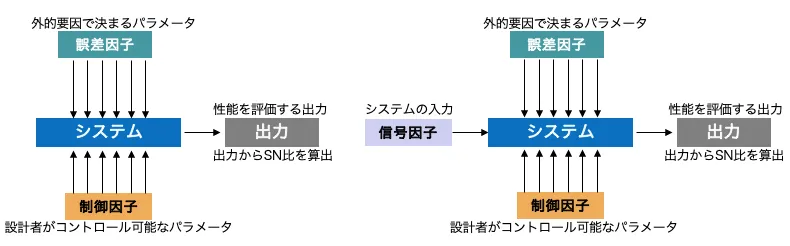
品質工学にて使用するパラメータには下記の3種類があります。
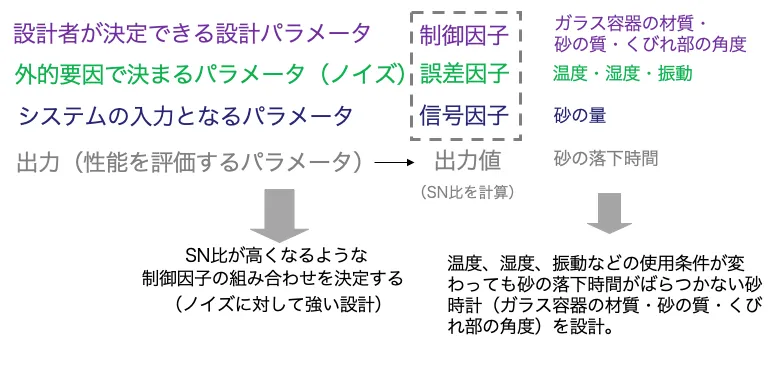
1. 制御因子 : 設計者が決定できるパラメータ
2. 誤差因子:外的要因で決まるパラメータ(ノイズ)
3. 信号因子:システムの入力となるパラメータ
たとえば、砂時計の設計の場合は、温度、湿度、振動などの使用条件が変わっても砂の落下時間がばらつかない砂時計(ガラス容器の材質・砂の質・くびれ部の角度)を設計する必要があります。そのためには、下記を考慮する必要があります。
・ ガラス容器の材質、砂の質、くびれ部の角度 → 制御因子
・ 温度・湿度・振動 → 誤差因子
・ 砂の量 → 信号因子
ノイズに対して強い設計を実現するためには、SN 比が高くなるような制御因子の組み合わせを決定します。
品質工学で用いられる用語
ここからは品質工学で用いられるさまざまな用語について解説します。
静特性と動特性
品質工学では、SN比を求める際の特性を「静特性」と「動特性」の2つに分類します。
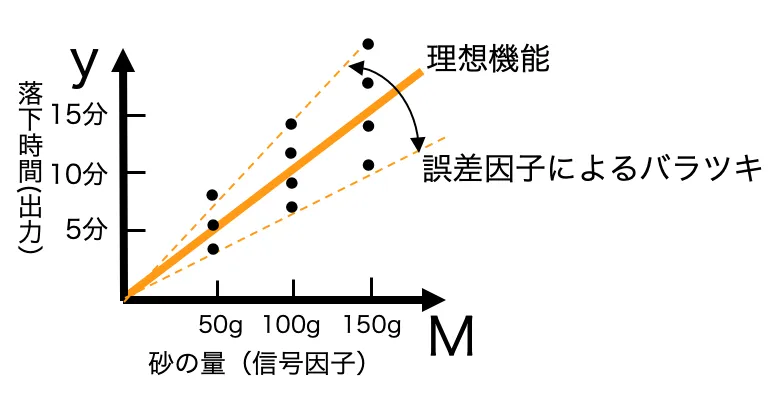
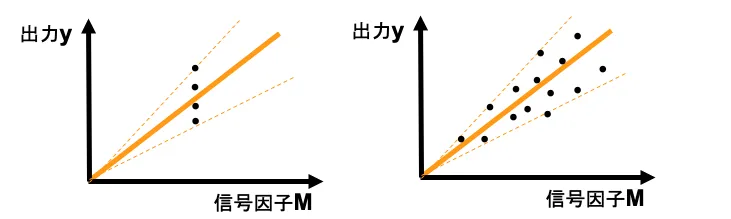
静特性とは、誤差因子に対してある出力値が常に目標値に保たれるような制御因子の設計を指します。一方、動特性は、誤差因子に対して信号因子と出力の関係が常に保たれるような制御因子の設計を指します。
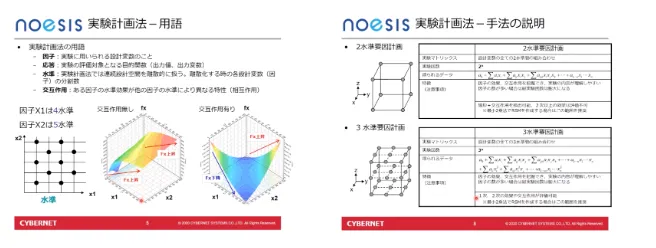
直交表
2水準要因計画で制御因子の最大値・最小値の全通りの組み合わせ (+誤差因子)をサンプリングすると膨大なサンプリングケースが必要となってしまいます。そこで用いられるのが「直交表」です。直交表で割り付けた実験は、複数の因子を変化させますが、どの因子・水準の組み合わせも同回数だけ実験するようにし、その因子の主効果を求められます。効率的でバランスのとれた直交表を適用することで、効果的かつ最小限に主効果のみの実験を行うことができます。
直交表(L4~L512)において、L4の直交表(因子数 = 3)を例に挙げます。

※各列の”1”, “2”は各因子の1水準目、2水準目の値を表す
第1列と第2列をベクトルと捉えて内積を作ります。
1×1 + 1×( -1 ) + ( -1 )×1 + ( -1 )×( -1 ) = 1 - 1 + 1 - 1 = 0 → 直交
第2列と第3列、第3列と第1列に関しても同じ結果となります。
1×1 + ( -1 )×( -1 ) + 1×( -1 ) + ( -1 )×1 = 1 + 1 - 1 - 1 = 0 → 直交
1×1 + ( -1 )×1 + ( -1 )×( -1 ) + 1×( -1 ) = 1 - 1 + 1 - 1 = 0 → 直交
SN比・感度
SN比とは、機能の安定性をあらわす尺度 (Signal to Noise ratio)で、SはSignal(信号)、NはNoise(雑音)の頭文字です。SN 比が大きいほど、バラツキが小さく安定していると言えます。
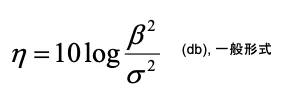
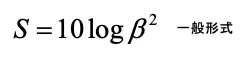
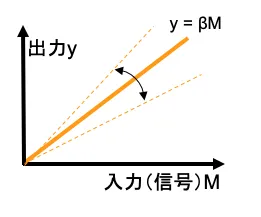
感度 →出力への入力の影響の尺度 (y = βMの傾きβ)
(出力に目標値がある場合のみ算出)
SN比・感度の算出式は静特性、動特性により異なります。また、出力がどのような値が望ましいかで、特性の種類、評価方法が異なります。
静特性 ※SN比・感度算出式は特性により異なる
– 望目特性 → 目標値がある特性
– ゼロ望目特性 → 目標値がゼロである特性
– 望小特性 → 小さければ小さいほどよい特性
– 望大特性 → 大きければ大きいほどよい特性
動特性
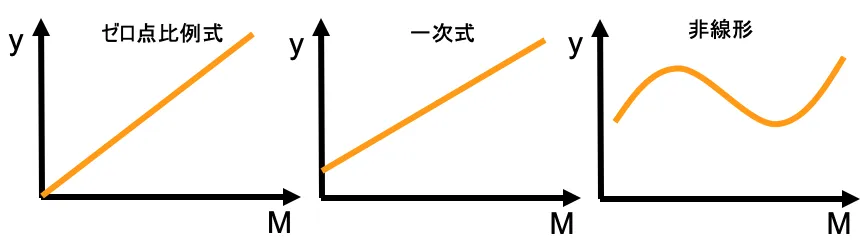
– 望目特性 → 入力の変化に対応して出力が変化する特性
• ゼロ点比例式
• 一次式
• 非線形(標準SN比)
要因効果図
要因効果図とは、直交表による計算結果から算出した制御因子の各水準のSN比や感度をプロットしたものを指します。各出力に対する要因効果図を確認可能です。
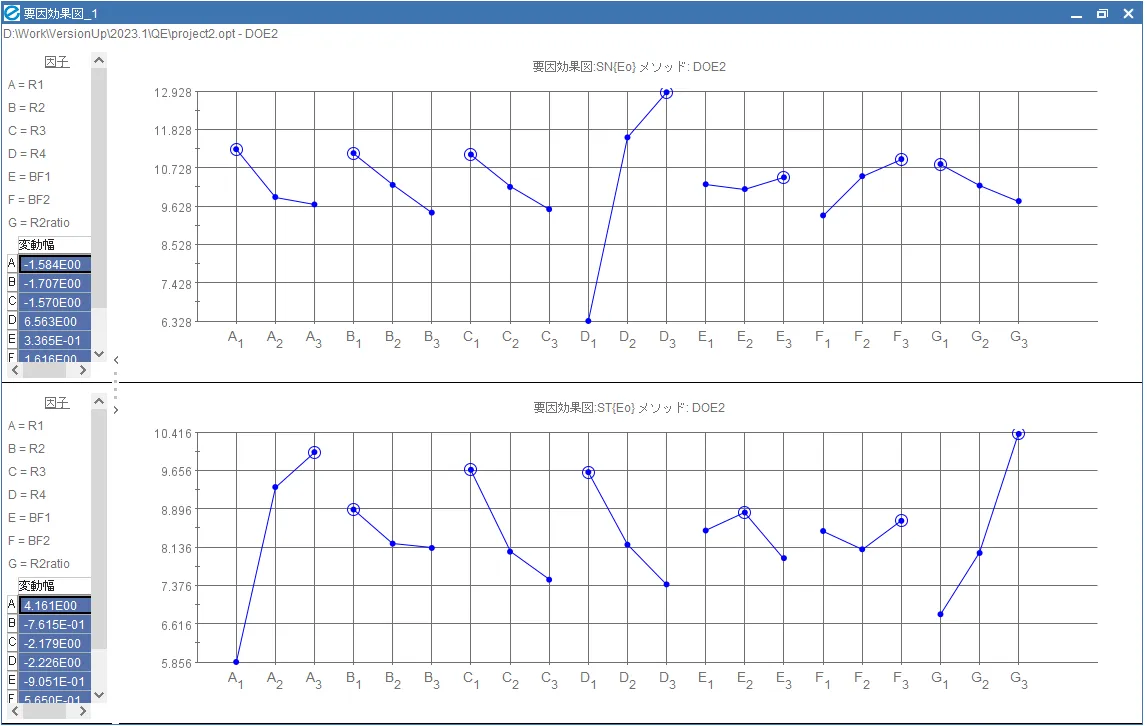
SN比
感度
要因効果図の確認プロセスは下記の通りです。
1.各制御因子のSN比の高い水準値を最適条件に採用。
2.目標値への合わせ込みは、SN比への影響度が低く、出力変動の大きい因子(上図の因子D)でおこなう。
確認実験による再現性の確認
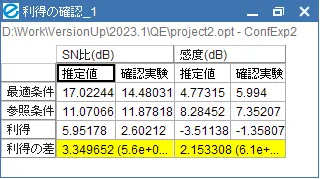
得られた最適条件は直交表を用いた実験による推定値なので、実際にこの最適条件を用いて確認実験をおこない、再現性を確認します。
1.最適条件と参照条件を決定
2.参照条件(初期実験)と最適条件(確認実験)を実際にサンプリングし、SN比と感度を計算
3.最適条件と参照条件の感度とSN比の差(=利得)を計算
4.推定値と確認実験の利得の差により、実験の再現性を確認(参考値:3db以下)
推奨アプローチ
1. 扱う問題の基本機能を検討し、適切な特性を選択
2. 直交表は一般に混合系(L12, L18, L36等)の直交表を選択
3. 要因効果図にて強い交互作用が確認された時は、再度評価に使用する因子を検討
品質工学の関連情報
最適設計支援ツール Optimus における「品質工学」の機能について
品質工学による設計では直交表、SN比・感度、分散分析表、要因効果図、など様々なツールを用います。OptimusではGUI上からマウスクリック操作のみで、これらのツールを搭載し、使用することが可能です。
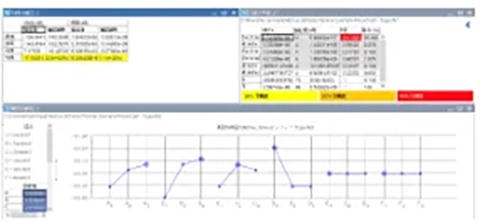
要因効果図、分散分析表と利得の確認
Optimusの品質工学機能は多くの日本のユーザー様からのご要望を受け、非常に早く開発が進みました。これもツール開発元との関係性と品質工学に熱心に取り組まれるユーザー様との関係性が密である、弊社だからこそ実現できたと言えます。
● 動画コンテンツ「はじめての最適化」
「CAEを活用した最適化に興味はあるが何から始めて良いかわからない」 「CAEの最適化を使用しているが良い最適解が得られない」とお考えの方を対象に作成した動画コンテンツです。最適化とは何か?、最適化に関する基本用語、最適化計算で求める最適解とは?、といった最適化の基本となる内容についてご説明します。
本ページは、品質工学の概要、品質工学の各手法について紹介しました。CAE 解析の最適化をご検討の際は、ぜひ弊社までお気軽にご相談ください。