製品
PlanetsⅩ
Ansys Workbench版 射出成形CAEシステム
PlanetsⅩの概要
Ansys Workbench環境で行なう射出成形解析(PlanetsⅩ)
「PlanetsⅩ」(プラネッツテン)は、マルチフィジックス解析ツール「Ansys Workbench」上で樹脂流動解析が行える専用のアドオン(拡張)ツールです。Ansys Workbenchの優れた操作性のもと、樹脂流動解析は初心者という方でも成形イメージに近い操作性で抵抗なくご利用いただけます。
樹脂流動解析からそり解析までの一貫解析はもちろんのこと、「樹脂流動-構造解析」といった流動履歴を考慮した構造との連携解析も容易に実現できることから、初心者から上級者まで対象としているソフトウェアになります。
こんな方にお勧めします
- これから初めて樹脂流動解析に取り組みたい方。
- プラスチック製品のみでなく、金型やアセンブリ部品に生じる不具合の要因を、射出成形履歴やそり変形を考慮して樹脂の流動から分析したい方。
- Ansys Workbenchの様々な機能と連携させて、成形履歴を考慮して解析を実施したい方。
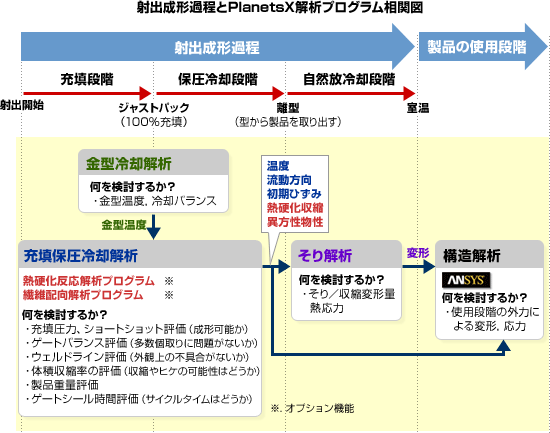
その材料は均一ですか?
プラスチック成形品の強度は流動履歴により影響を受けます。
構造解析では材料物性を均一として扱うことが一般的です。
しかし実際は、成形中の成形履歴により材料において多くの不均一性が引き起こされています。
また成形後、見た目にはわからないような不均一性においても、最終成形品の強度などに潜在的な影響を与えている場合があります。
それらを探るには、樹脂流動解析を含めた構造解析が重要です。
その他にも、成形不良としてウェルドライン、ヒケ、そり変形などの外観不良の評価も可能となっております。
しかし実際は、成形中の成形履歴により材料において多くの不均一性が引き起こされています。
また成形後、見た目にはわからないような不均一性においても、最終成形品の強度などに潜在的な影響を与えている場合があります。
それらを探るには、樹脂流動解析を含めた構造解析が重要です。
その他にも、成形不良としてウェルドライン、ヒケ、そり変形などの外観不良の評価も可能となっております。
主な特長
製品の概要や主な特長について紹介しています。
詳細機能
製品の特長的な機能について紹介しています。
材料物性取得サービス
材料物性データの取得について紹介しています。
その他の情報
リリース情報やデモ動画をご紹介します。また受託解析のお問い合わせ等についても以下をご覧ください。
ユーザーインタビュー
解析事例

射出成形過程の離型時における応力解析

射出成形におけるそり解析

繊維配向を原因とする異方性物性を考慮したそり解析

PlanetsⅩによるゲート位置の検討解析事例

高品質なプラスチック製光学製品の成形を可能にするPlanetsⅩによる光学性能評価解析

ICパッケージのトランスファー成形解析

PlanetsⅩによるヘジテーション対策解析事例

PlanetsⅩによる充填バランス改善解析事例

フリップチップ実装の圧着解析
関連記事