資料ダウンロード
プラスチック製サンルーフの成形シミュレーション
CAEのあるものづくり Vol.25|公開日:2016年11月
目次
- はじめに
- サンルーフ成形シミュレーションの解析フロー
- 1次成形:射出圧縮成形による透明樹脂部分の成形
- 2次成形:積層成形による連結部品の一体成形
- 一体成形品のそり変形量評価
- おわりに
はじめに
自動車の製造において、CO 2 削減を目的とした車体の軽量化が進められています。炭素繊維強化プラスチック(CFRP)が開発されたことで様々な部品の樹脂化が実現していますが、サンルーフや窓のようなガラス部材についても樹脂代替の需要が増加しています。部材として大きい窓類を樹脂化できれば全体が大幅に軽量化できるだけでなく、高い位置へ組み付けられる部材が軽くなるため、車体の重心を低く安定させる効果も期待できます。
樹脂代替による利点が多い一方、サンルーフのような薄肉大型部品ではプラスチック成形中に起きる特有の課題(高圧成形に伴うそりの増大や残留応力の増加による透明性の低下、組み付け樹脂部材との接着性など)が生じます。現在では、これらの課題を解消する応用加工技術が考案され実用化されています。また量産にあたっては更にコストパフォーマンスも考慮し、成形品サイズの縮小・材料剛性の強化・成形サイクルの短縮・型締力の低下なども念頭に入れておく必要があります。エンジニアは様々な応用加工技術の中から総合的に適正な成形法を見つけ出さなければなりませんが、経験知や基礎実験だけでは必ずしもカバーしきれない場合も想定されます。
本稿では、サンルーフの樹脂化を取り上げます。ここではサンルーフの大半を占める透明樹脂部材には射出圧縮成形またはプレス成形(1次成形)を適用し、続けて2色成形加工技術を使ってその外枠樹脂部材を射出成形(2次成形)で成形します。同成形法はサンルーフの樹脂化において適正な成形法の一つと考えられています。このときエンジニアが着目する課題として
- 射出圧縮成形またはプレス成形時の金型移動コントロール
- 透明樹脂部材と外枠樹脂部材の接着性
- サンルーフ全体のそり変形性
などが挙げられます。こうした課題には、一体連続成形という2色成形特有の難しい技術的課題も含まれています。そのため製品設計・開発段階においてCAEツールを使った予備検討が最適な設計を見出す一助となる可能性が高いと考えられます。以下にCAEツール「AnsysWorkbench版射出成形CAEシステムPlanetsX」を使った解析事例をご紹介します。
サンルーフ成形シミュレーションの解析フロー
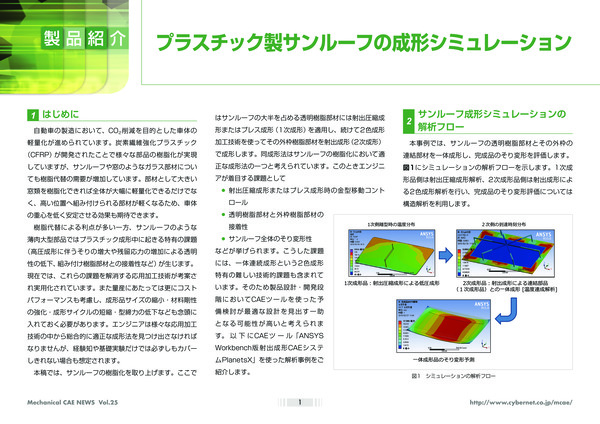
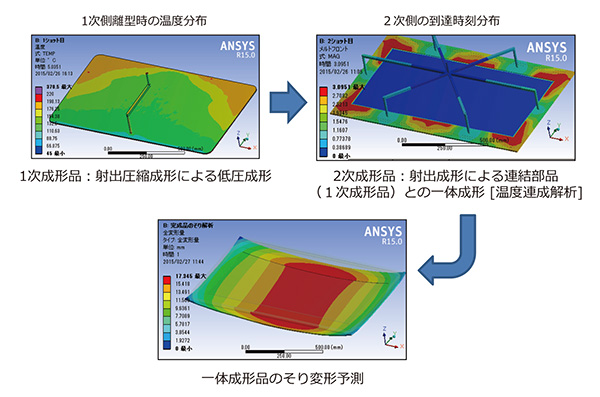 図1 シミュレーションの解析フロー
図1 シミュレーションの解析フロー本事例では、サンルーフの透明樹脂部材とその外枠の連結部材を一体成形し、完成品のそり変形を評価します。図1にシミュレーションの解析フローを示します。1次成形品側は射出圧縮成形解析、2次成形品側は射出成形による2色成形解析を行い、完成品のそり変形評価については構造解析を利用します。
1次成形:射出圧縮成形による透明樹脂部分の成形
1次成形は透明樹脂部分を射出圧縮成形で成形します。図2に型移動条件と樹脂流動挙動の計算結果、図3に樹脂の到達時刻分布とジャストパック時圧力分布の計算結果を示します…