資料ダウンロード
板成形解析ソフトウェア「eta/DYNAFORM」の新機能紹介
CAEのあるものづくり Vol.25|公開日:2016年11月
目次
- はじめに
- 金型見込みの自動化(AutoSCP)
- ブランクアウトラインおよびトリムラインの最適化
- チューブ曲げ加工の専用モジュール
- おわりに
はじめに
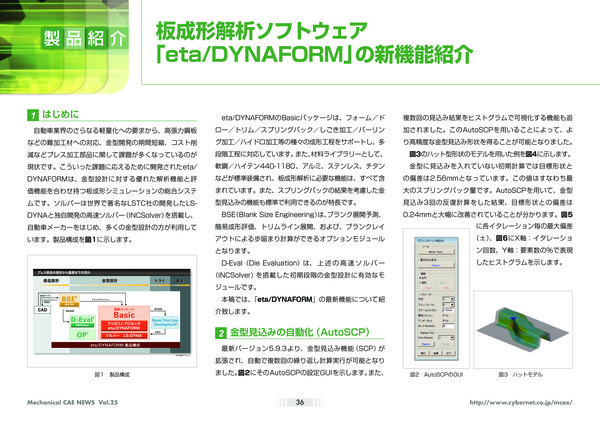
自動車業界のさらなる軽量化への要求から、高張力鋼板などの難加工材への対応、金型開発の期間短縮、コスト削減などプレス加工部品に関して課題が多くなっているのが現状です。こういった課題に応えるために開発されたeta/DYNAFORMは、金型設計に対する優れた解析機能と評価機能を合わせ持つ板成形シミュレーションの総合システムです。ソルバーは世界で著名なLSTC社の開発したLSDYNAと独自開発の高速ソルバー(INCSolver)を搭載し、自動車メーカーをはじめ、多くの金型設計の方が利用しています。製品構成を図1に示します。
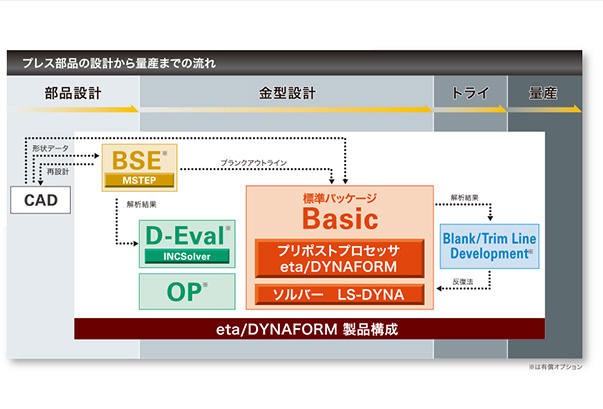 図1 製品構成
図1 製品構成eta/DYNAFORMのBasicパッケージは、フォーム/ドロー/トリム/スプリングバック/しごき加工/バーリング加工/ハイドロ加工等の種々の成形工程をサポートし、多段階工程に対応しています。また、材料ライブラリーとして、軟鋼/ハイテン440-1180、アルミ、ステンレス、チタンなどが標準装備され、板成形解析に必要な機能は、すべて含まれています。また、スプリングバックの結果を考慮した金型見込みの機能も標準で利用できるのが特長です。
BSE(Blank Size Engineering)は、ブランク展開予測、簡易成形評価、トリムライン展開、および、ブランクレイアウトによる歩留まり計算ができるオプションモジュールとなります。
D-Eval(Die Evaluation)は、上述の高速ソルバー(INCSolver)を搭載した初期段階の金型設計に有効なモジュールです。
本稿では、「eta/DYNAFORM」の最新機能について紹介致します。
金型見込みの自動化(AutoSCP)
最新バージョン5.9.3より、金型見込み機能(SCP)が拡張され、自動で複数回の繰り返し計算実行が可能となりました。図2にそのAutoSCPの設定GUIを示します。また、複数回の見込み結果をヒストグラムで可視化する機能も追加されました。このAutoSCPを用いることによって、より高精度な金型見込み形状を得ることが可能となりました。
図3のハット型形状のモデルを用いた例を図4に示します。
金型に見込みを入れていない初期計算では目標形状との偏差は2.56mmとなっています。この値はすなわち最大のスプリングバック量です。AutoSCPを用いて、金型見込み3回の反復計算をした結果、目標形状との偏差は0.24mmと大幅に改善されていることが分かります。図5に各イタレーション毎の最大偏差(±)、図6にX軸:イタレーション回数、Y軸:要素数の%で表現したヒストグラムを示します。
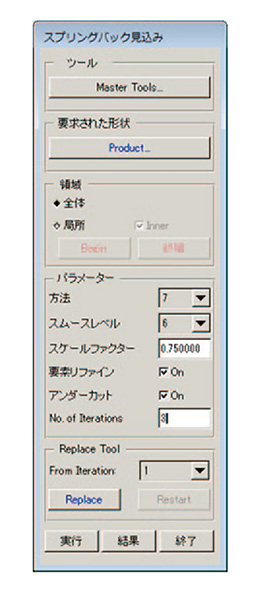 図2 AutoSCPのGUI
図2 AutoSCPのGUI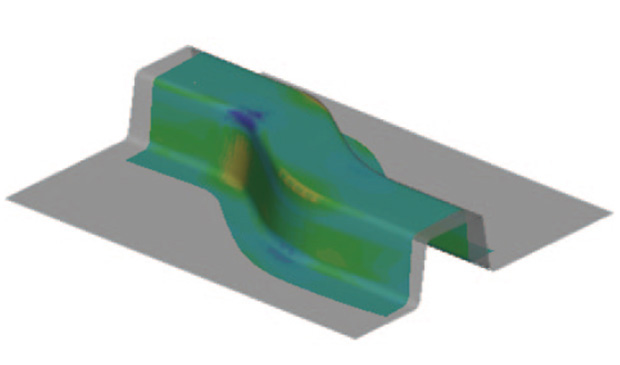 図3 ハットモデル
図3 ハットモデル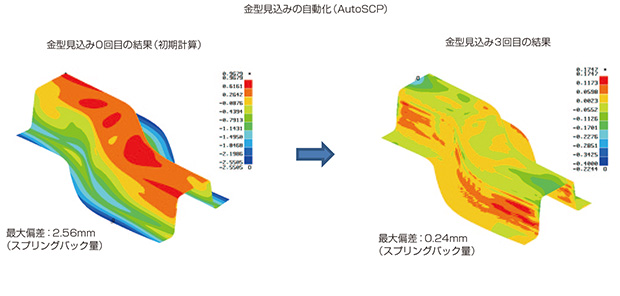 図4 目標形状とスプリングバックの偏差結果(コンタ図)
図4 目標形状とスプリングバックの偏差結果(コンタ図)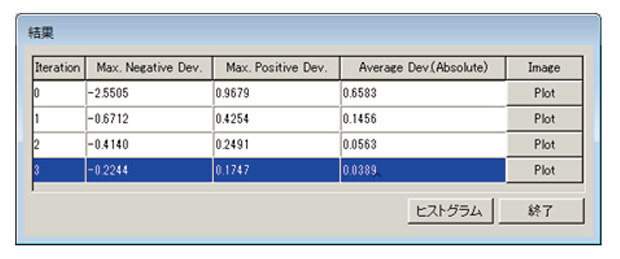 図5 複数回の金型見込み結果
図5 複数回の金型見込み結果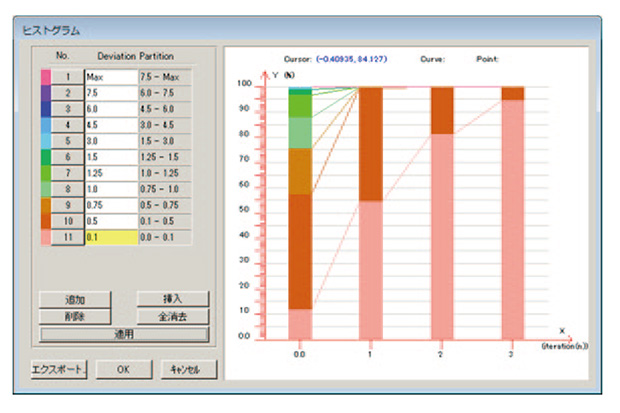 図6 ヒストグラム表示
図6 ヒストグラム表示ブランクアウトラインおよびトリムラインの最適化
フォーム成形品ではプランクの展開ライン予測の精度が重要です。図7 に、eta/DYNAFORMのブランクアウトラインの最適化オプション(Blank/TrimLineDevelopment:図1参照)を利用した例を示します。この最適化オプションはBasicモジュールと合わせて用いられ、この例では2工程のフォーム成形結果と、製品のターゲットラインとを比較して自動で初期ブランクラインの形状を変更し、目標の製品ラインとのトレランス値(デフォルト設定1mm)に達成するまで反復計算をしす。
1回目では目標の製品ラインと比較して最大差異+39mmであったブランクのアウトラインに対して、反復計算を繰り返してイタレーション5回目の結果では...