解析事例
ヘジテーション対策
こんな方におすすめ
- 所望のゲート位置で射出成形の充填段階の流動解析を行ないたい
- ゲート位置を変更した場合の樹脂の流動パターンを知りたい
- 圧力分布、温度分布、粘度分布から流動パターンを考察し、製品設計指針に役立てたい。
解析概要
内容・目的
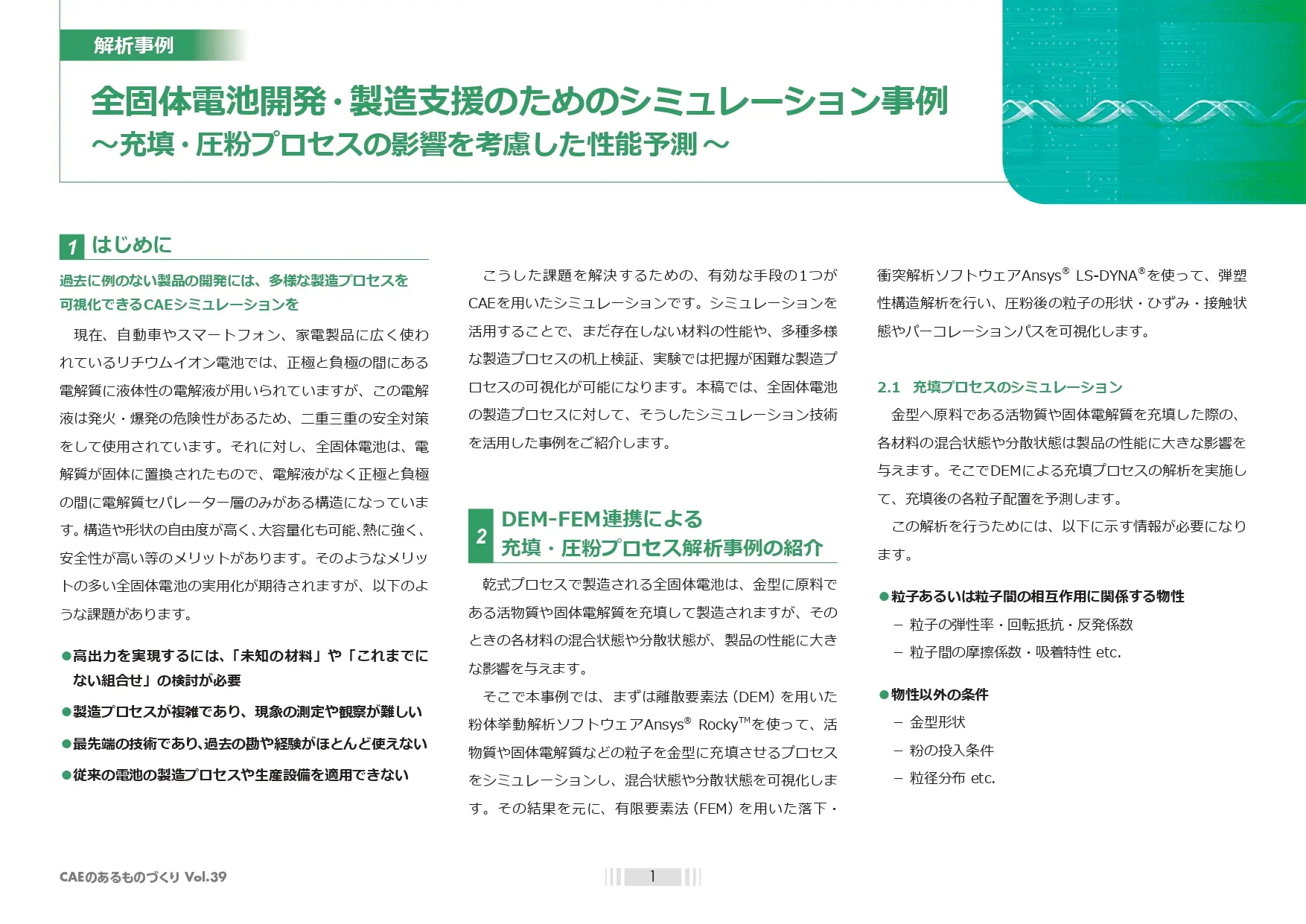
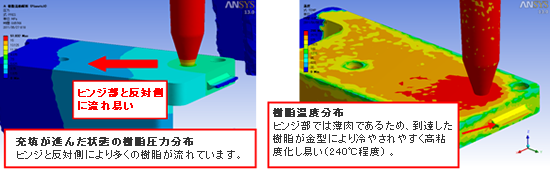
薄肉部を有する製品を射出成形によって製造する場合、いかに薄肉部で滞りなく樹脂を流すかが良品を得るための重要なポイントになります。しかしながら、薄肉部はもともと流動抵抗が大きく、溶融樹脂の温度低下が速いため粘度が増大しやすく樹脂が流れにくい箇所です。そのためショートショットによる成形不良の要因になります。このような成形不良を改善するために、ゲート位置を変更することが効果的な場合があります。
本資料では、薄肉部での流れを改善するためにPlanetsXを利用したゲート位置の検討事例を紹介します。ゲート位置を変更した場合に、メルトフロントや圧力分布がどのように変化して樹脂の流れの改善につながるかを示します。
ヘジテーション現象とは?
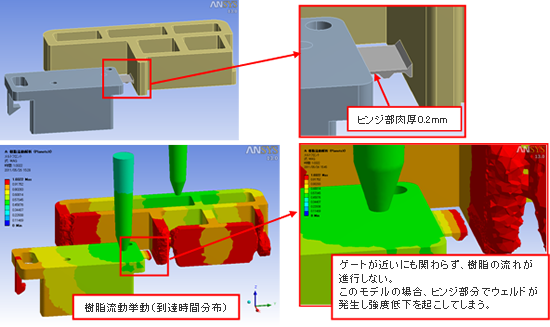
原因
薄肉部を充填させるには、より高い圧力が必要とされ、それよりも低い圧力で流れる部分があると先にそちら側に流れてしまい、薄肉部の流れが滞ってしまう。
ヘジテーション対策解析の特徴
- 特徴1
- ゲート位置を所望の位置に設定して射出成形の充填段階の流動解析ができます。
- 特徴2
- ゲート位置を変更した場合の樹脂の流動パターンがわかります。
- 特徴3
- 圧力分布、温度分布、粘度分布から流動パターンが考察でき、製品設計指針が得られます。
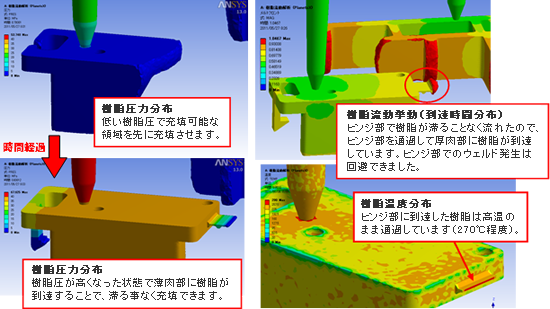
対策
“逆に”ゲートをヒンジから遠ざけ、内圧が十分に高くなった状態でヒンジ部に樹脂が到達する様にします。
※この事例では、Ansysに加えて以下のライセンスが必要です。
Ansys Workbench版 射出成形CAEシステム PlanetsX